
产品质量为根本 客户满意为宗旨
产品优势
-
多年专业慢走丝
加工经验01
-
匠心工艺品质
安全可靠02
-
交付能力强
可提供方案03
-
提供贴心的
售后服务体系04

关于我们
昆山恒世通金属制品有限公司是一家专业生产、销售慢走丝黄铜线、线切割黄铜线及经销各慢走丝电级线等品牌耗品配件的生产服务型公司。公司之前位于张家港市,现由于公司发展之需要,于2015年公司搬迁至江苏省昆山市。Kunshan Hostone metal products Co.,Ltd.isthe production service company is a professionalproductio...
-
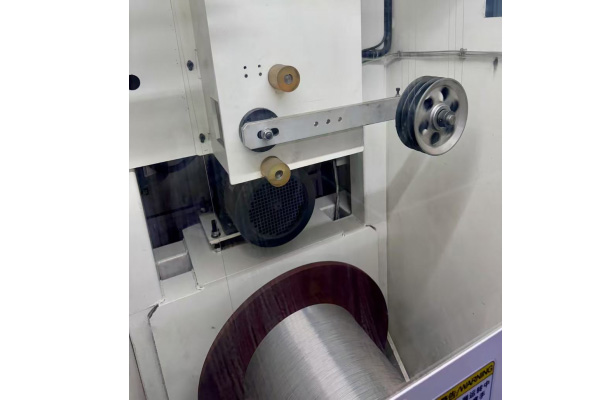
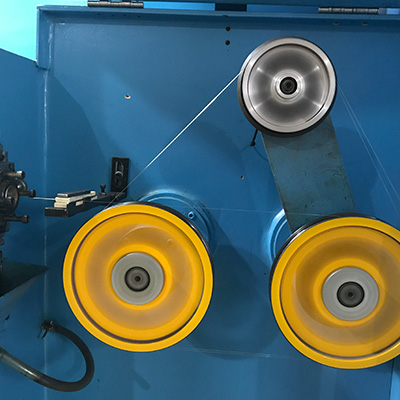
好设备出精品司配备精密数控合金丝加工机、全自动连续拉丝退火设备近30台,金相分析仪、拉力测试仪、延伸率测试仪、镀层测厚仪等一大批高端电极丝制程设备可满足客户各类产品需求。
-
即时报价根据当日铜价实时给予最具性价比的价格,是客户的最佳选择。
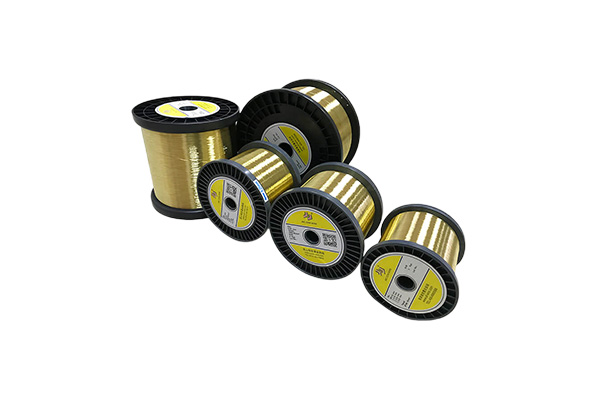
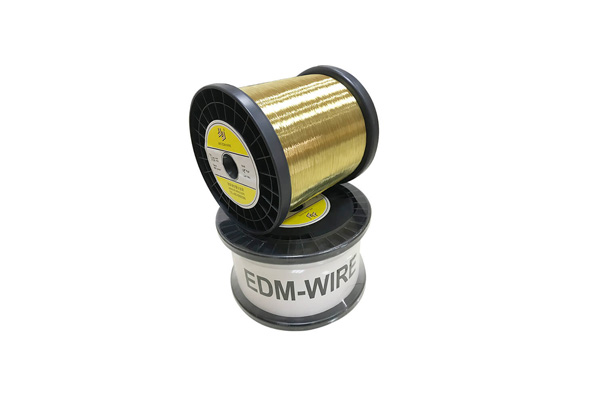
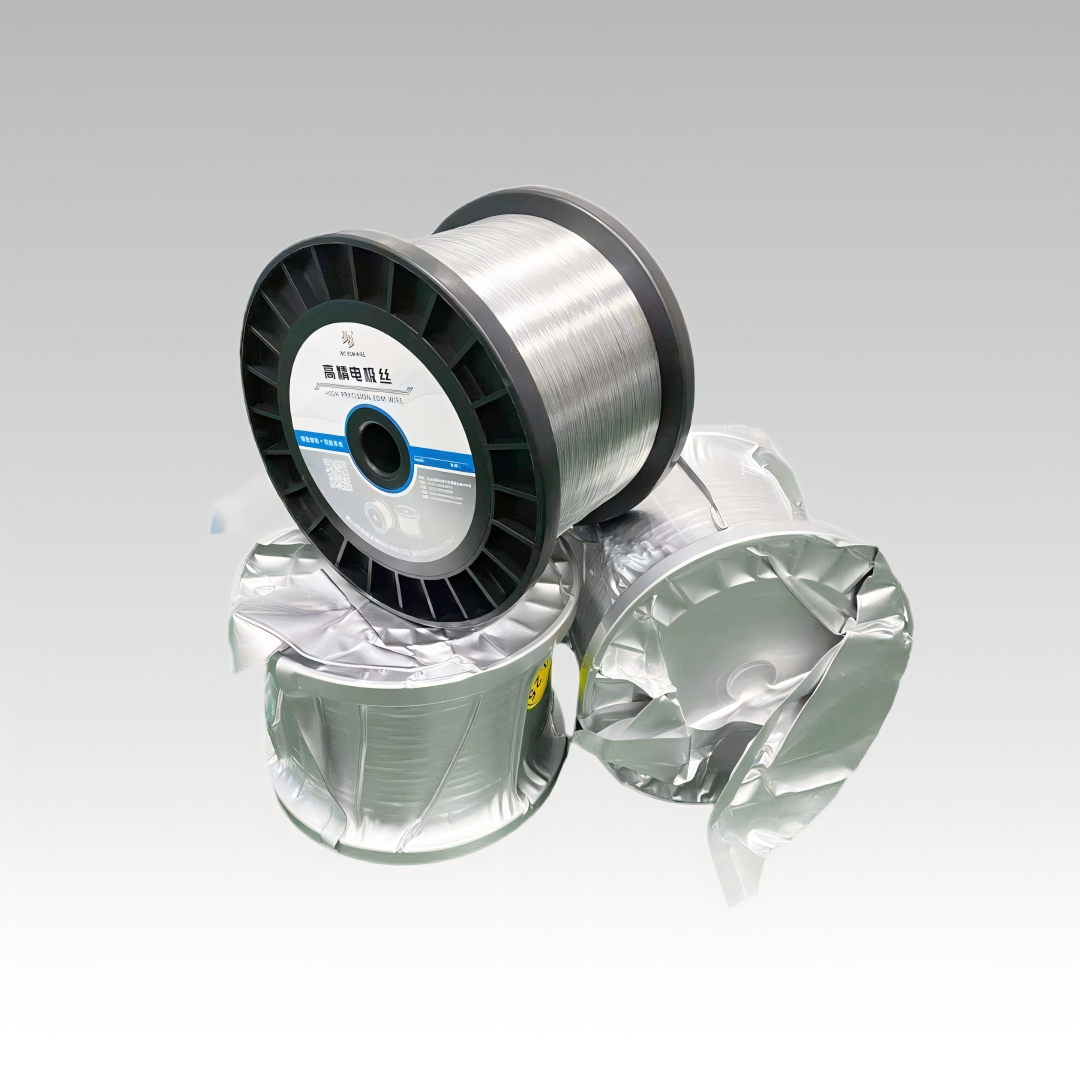
产品展示
每一件产品都经得起检验,每一个客户的满意 都是我们前进的动力。



































公司设备

















新闻中心

0101

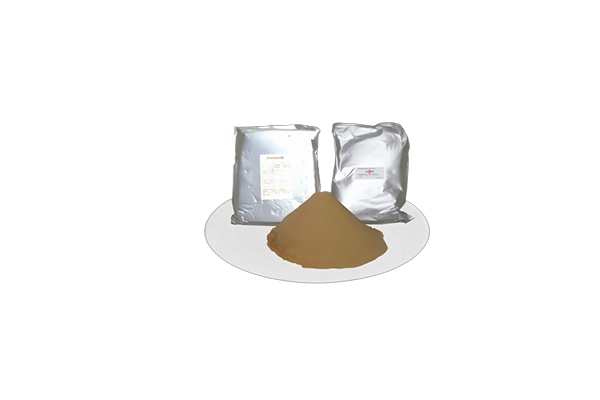
电加工行业的优选材料
在电加工领域,材料的选择至关重要。慢走丝黄铜线,凭借其卓越的性能和广泛的应用性,已成为众多制造商的首选材料。本文将深入探讨慢走丝黄铜线的优势及其在电加工行业...
Read More 0101
慢走丝技术,引领精密制造新时代
在追求极致精度的工业浪潮中,慢走丝技术以其无与伦比的细腻与精准,正悄然引领一场制造业的革命。近日,国内领先的精密加工设备制造商宣布,其最新一代慢走丝机床已正...
Read More